注塑模具由动模和定模两部分所组成,动模便是注塑完结预备把产品顶出或取过之前,模具翻开过程中运动的部分便是动模,不动的部分便是定模。立式注塑机上定模又称为上模,在卧式注塑机上定模又称为前模。相应的,动模又称为下模、后模。定模也称为凹模、母模,动模的模仁相应的是凸的,也称为凸模、公模。产品所对应的注塑模具结构或许千变万化,可是它们的根本结构是共同的。
模板与模仁:模板,最大的效果是承载模仁用的,里边有冷却流道用于冷却打针完结后坐落型腔里的产品。前、后模仁组成型腔,也便是塑胶流进去填充的空区域。
导套与导柱:导套相当于滑动轴承,导柱在开、合模的时分于其间滑动。导柱大多数都用在开、合模过程中的定位,防止合模后上、下模板不能对齐。归于注塑模具粗定位体系。
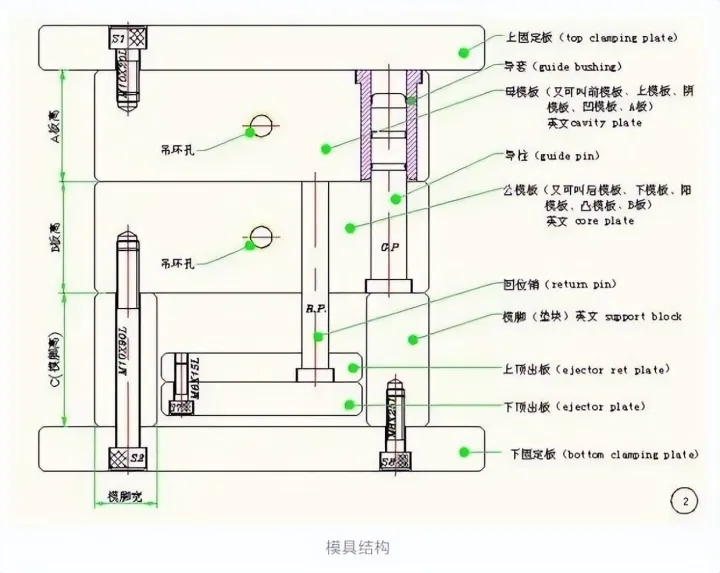
模脚:为顶出体系支起空间。模脚支起的空间里有上、下顶针板、顶针、回位销等。
上、下顶针板:用于固定顶针,顶针板在产品脱模过程中向顶出产品方向运动;顶针:在产品脱模过程中随顶针板运动把产品顶出来完成脱模;回位销:是靠合模过程中顶到前模板起到顶针板回位效果。
A、B、C板:前模固定板与后模固定板之前的注塑模具部分一般呈三段式结构,也便是A、B、C板,由前模仁+前模板组成的A板,后模仁+后模板组成的B板,余下的一段即为C板。

简略产品一般会选用规范模架,只用加工针对不一样产品的模仁以及一些细节。注塑模具的六大体系:进胶体系、成型体系、排气体系、温度调理体系、顶出体系、模座体系。范仕达的任务是把握注塑出产核心技术,从制品出产需求与客人做模具制造前技术交流剖析,让模具交货期短,寿命长,快速量产和制品质量优!
 官网
官网
 阿里店铺
阿里店铺




